- ���g����
Ӳ�ܷ����w����M����ĥ�ӹ���
2014-12-16 15:08:57 ��Դ�������y�TӲ�ܷ����w���y��Ӳ��̎�������M����ĥ�ӹ������w���õ���ĥ�������ֹ���ĥ��һ���ȡ�����S����ɰ�����S�������w���棬Ȼ���ú��m����ĥɰ�M�����w�c�y���ֹ���ĥ���͙Cе��ĥ�����Ì��C����b��ęC���M����ĥ��2�N�������ֹ���ĥ�͙Cе��ĥ�H�m���ڱ���Ӳ��С��60HRC�͈A�ȹ���С��0.1MM�����w���������aЧ�ʵ͡��ڄӏ��ȴ��ڲ��ó�Ӳ��Ϳ�����ه�Ϳ�ȼ��g�M�б���̎�������w���������Ӳ���_����65-70HRC���҈A�ȹ������0.1MM�����Բ��ø��M�����ĥ�C�M����ĥ��
���M�����ĥ���w���C����ĥǰ�ðٷֱ��������w������λ���Ժ��üs120Ŀɰ݆�M�о��С�Ȼ��ѽ����y�������y�����b�c�[����ĥ�^����ϣ����B�ӵ��C�����S���x�ú��m���ȵȼ��Ľ���ʯ��������������ĥ���c���w�M�����С�ʹ���w�A�ȹ���С��0.01MM��
������һƪ:Ӳ�ܷ����w�ᇊͿ��ĩ����֮��B��һƪ:�]����

-
�aƷ����
-
���w����
-
���w
19���DƬ
-
��˾��B
���ݶ����y�T����˾*�ṩ�y�T���w�����y�aƷ��*�ĈFꠣ��ƌW�Ĺ��������|�ĮaƷ���M��ķ��գ�ʹ��˾�ĮaƷ���V���Ñ����u�������y�T��ISO90001���H�|���wϵ�J�C��z�y�˜ʣ���������ߵ�Ŀ��ǰ�M����˾���g�����ۺz�y�O�����M��
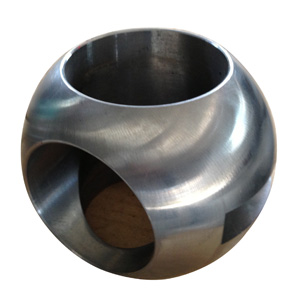
�����y�T����˾�����w�֣����ˡ��ˡ����ˣ�Ӳ�ܷ��ܛ�ܷ�ɴ����̖�У���ͨ����ͨ�����ܷ��̶���ƫ����V����O����Ӳ�ܷ⇊��������ȷǘ����w��Ҏ��DN15~DN900�����|��A105��LF2��F6a��304��316��316L��F51��F53��17-4PH�ȡ�Ӳ�ܷ����w�ı���̎����ʽ�У��Ӳ�t���x�ӵ�������Ϳ˾̫���Ͻ𡣽�����ĥ���ӹ�����������ȡ�0.02mm�����ɞ��Ñ��ṩ�����y�������yϵ���й̶����yϵ�С������yϵ�С���ƫ�����yϵ�С�V���{�����yϵ�С��������yϵ�С��������yϵ�С���Ƭʽ���yϵ�С�Һ�������yϵ�С��������yϵ�С��������yϵ�С����P����yϵ�С�늄����yϵ�С�������yϵ�С���ͨ���yϵ�м�ȼ���y�T�ȹ��I�ܵ��y�T���y�T�aƷ�˜���GB��API��ANSI��JIS��DIN�ȣ��aƷ���|�в��P䓡��T䓡�̼䓡��Ͻ�䓡�����̼���P䓡��䓡���懺Ͻ�����ˠ��Ͻ�ȣ��aƷҎ��DN15-DN1200mm������:1.6-16.0Mpa���ӷ�ʽ�ɲ����քӡ�늄ӡ���ӡ����ӵ��b�ã��aƷ�V��������ʯ�͡�������ʯ�����켈���ɵV��ұ�������ʳ��ˎҺ���⡢�o��ˮ���Cе�O�����ס��������ǽ����I��
�����y�T����˾���I�ȵļ��g�c���펧�o���|���ı��C�������õ����u����V���Ñ��ҹ�˾���y�T���w�����y�aƷ�ĺ�ۡ����С�һ�О��Ñ����ա��Ľ��I��������������¼��g���¹�ˇ���²��ϡ��e�O�_�l��Ʒ�|��V���Ñ��ṩ�����|���y�T�aƷ�����Ƶ��ۺ���ա��齨���F�����y�T��I��Ŭ���^����
�����y�T����˾���\�gӭ���Ͽ͑��y�ֺ����������x�ͣ��� ��
- ϵ�ˣ�ꐽ�܊
- 늡�Ԓ��13736975081
- �֡��C��13989726101
- �����棺0577-67193686
- �]������325105
- �ء�ַ���㽭ʡ���οh�T���|�T���I�^
- �W��ַ��
https://wzdjqt.cn.goepe.com/
http://www.zoban.cn